
Алюминий очень привлекательный металл для конструирования своих каких-нибудь самодельных конструкций: легкий, прекрасно обрабатывается, сверлится, пилится, не ржавеет и т.п. Но вот незадача: сварить два куска алюминия без специальной аргонной сварки практически невозможно. А уж оборудование для такой сварки стоит не одну тысячу рублей. Но оказывается выход есть! Это пайка! Но не простая, а применением специальных порошково-стержневых припоев.
Понадобится
Итак, что нам понадобится чтобы припаять две детали одну к другой:
- Стержень (электрод) для пайки алюминия.
- Газовая горелка.
- Щетка по металлу.
- Струбцина.
- Тиски.
Стержневой припой для пайки алюминия можно поспрашивать в технических магазинах для сварочных работ. Но из-за узкого направления, применения его довольно трудно найти, да и цена довольно дорогая.
Самый доступный способ это купить его на Али Экспресс — ссылка на припой.
Стоит он там недорого, берите сразу пачку — со временем пригодится.

Так он выглядит без упаковки. Обычный кусок проволоки на вид, но не совсем: внутри этого стержня содержится специальный порошок.
Указана температура плавления в Фаренгейтах, если переводить в нам удобные единицы, то будет 370-400 градусов Цельсия.

Паяем алюминий своими руками
Приступим непосредственно к пайке. Для начала необходимо подготовить поверхность металлов. Берем грубую металлическую щетку и чистим место будущей пайки.

Если говорить более точно, то нужно не только очистить поверхность от различной грязи и окислов, но и создать крупную шероховатость для лучшего сцепления припоя с поверхностью.

Таким методом нужно зачищать обе детали в месте будущего соединения.
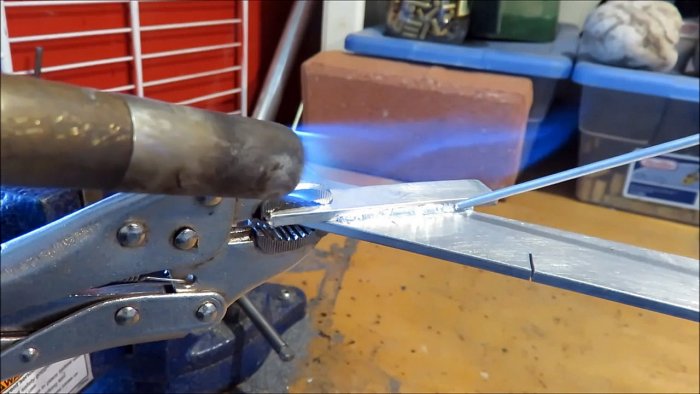
Теперь фиксируем струбциной части и зажимаем все в тиски для устойчивости и надежности.

Берем газовую горелку. Причем чем толще металл, тем мощнее должна быть горелка, способная прогреть детали до температуры пайки.

Нагреваем соединение.

Спустя некоторое время, паяльным стержнем касаемся нагретых деталей на секунда.

Если расплавления нет — продолжаем нагревать.

Пробуем повторно. И как можно заметить — припой начал плавиться.

Не убирая горелки, припой размазываем по соединительному шву. Он отлично растекается.
После того как припой равномерно распределился, ждем пару секунд чтобы припой затек во все доступные места.
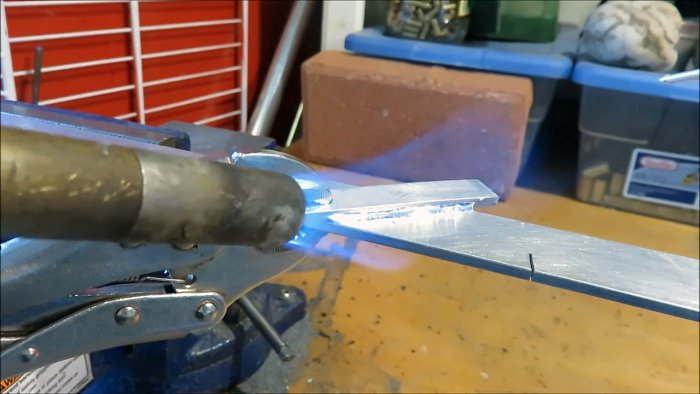
Далее выключаем горелку и ждем полного остывания.
Прочность соединения
Конечно это не дуговая сварка, но держится очень хорошо, ни чить не хуже.

Мне удалось разорвать соединение только взяв его на излом! Но тут, как мне кажется, и сварка бы отвалилась. Так что друзья, способ пайки надежен.
Заключение

В заключении хотелось бы сказать, что данным методом можно не только спаивать алюминиевые детали, но и заниматься ремонтов изделий из алюминия, дюрали, силумина. Кстати, в автомастерских так часто запаивают алюминиевые радиаторы, а по таксе берут как за сварочные работы с применением аргона.
Смотрите видео
Посмотрите ролик, где вы воочию увидите весь процесс пайки алюминиевых деталей.







